Bottom bracket bearings are available in an increasingly wide range of designs.
A bearing is called a bearing because it “bears” a load as weight, force or both, often in combination.
In the case of a bottom bracket bearing, the weight and force on the bearings stems from a rider’s weight and force exerted on the spindle.
Keep reading as I outline the key elements of bottom bracket bearings.
You’ll get a good grounding in bearing basics. You’ll also find helpful information on finding the right bottom bracket—based on bearing type—for you . . . if you’re looking. (Plenty of links to our other articles that go into depth on those topics).
CONTENTS
3 TYPES OF BEARING
Bottom bracket bearings initially contained loose balls held in tension between two surfaces.
The trajectory of development since then has been to place more precisely machined balls in more and more precisely machined containers: cages, races, and cups.
Loose Bearings
The original bottom bracket bearing came in the form of the cup (inner ‘race’) and cone (outer ‘race’)

These are the main components used in assembling a supporting structure for loose bearings (image: instead of the caged bearings in the bottom row, bearings are actually loose in the cup and not caged).
The cups are on the top row on the far left and far right; the cones are in the center.

In its role as the outer race, the cone threads onto the bottom bracket spindle and retains the ball bearings against the cup.
The pressure should be enough to eliminate horizontal or vertical movement of the spindle, but not so much that the rotation of spindle or the ball bearings is impeded.
Fine adjustments in either direction can make all the difference.
Caged Bearings
Cages were the first step in the move to contain bearings to improve efficiency and precision.
Placing bearings into a cage makes loose bearings much more manageable for installation and maintenance purposes.

This one-piece crankset uses a cup and cone with a caged bearing which makes accessing the bearings for routine maintenance such as cleaning and re-greasing quicker and easier.
Maintenance takes a longer if the bearing’s balls are not mounted in a cage.
You would otherwise have to unscrew the cone . . . carefully, to collect the balls that may otherwise fall free of the cup, especially if a minimal amount of grease was applied—the balls will tend to stick where there’s plenty of grease.

Applying grease then installing bottom bracket bearings as one unit is also much easier than mounting loose ball bearings.
The cage slots back into position as a unit and holds its position easily if enough grease is used.
Sealed Bearings
The vast majority of modern bottom brackets use sealed bearings where a caged bearing is held in tension between an inner and outer race.
A rubber seal slots into the overlapping surfaces of the upper and lower race which reduces the amount of dirt or other contaminants that can otherwise easily find their way in between the balls.

A key advantage of sealed bearings is their high quality due to the precise machining of the races that contain the bearings.

A sealed bearing usually comes in the form of a container housing the bearing cage and covered at the top with the rubber seal.
The beveled edge is designed to fit into the cup with the rubber seal facing outwards.
Because they are cheap (compared with purchasing a new bottom bracket) it’s easier to replace them rather than service them.
Nevertheless, you can service this type of bearing: prise the seal from the cage with an awl; clean the unit with a solvent (bike degreaser or kerosene); when the solvent has evaporated re-apply grease; slot the seal back into the cage, covering the bearings.
BOTTOM BRACKET BEARING CARTRIDGES & CUPS
Some bottom bracket bearing types involve inserting bearings directly into the bottom bracket shell:
- cup and cone BBs (loose or caged ball bearings)
- direct fit sealed bearings (BB30 for example)
Most BB setups house bottom bracket bearings in cups which are the containers that house the sealed bearings.
The reason is that its easier to install a cup than a more delicate sealed bearing directly.
For example, installing BB30’s 6806 sealed bearing into the shell originally required a number of specialized tools.
Although the tools are simpler and easier these days, they are still tricky to use and require practice.
Cup as Cartridge
Cartridges are cups of a sort where small sealed bearings fit into one unit as a whole—one long cup if you like.
The cartridge body slides into the shell in one piece, filling the space completely.
The sealed bearings are pressed into the cartridge body at each end.
The cartridge is fixed into position with the sealed bearings supporting the spindle at each end of the BB shell. A lock ring secures the cartridge firmly in place.

Here’s a bunch of cartridges prior to their assembly where the drive-side bearings have been assembled onto the spindle.

The non-drive side bearings are waiting to be packed together.

We use a hydraulic press to firm the drive-side casings into the main unit.
Cartridges are extremely durable but don’t last forever.
Loose bearings in a cup or in a cage tightened onto the cup with a cone are easily serviced or replaced—individually when not in a cage or as a unit where a cage is used.
Servicing a cartridge’s small-diameter sealed bearings or individually replacing them is not possible. (You’ve seen that it takes a hydraulic press to get them packed into the casing . . . you’d need a tool with the same—or higher—amount of leverage to get them out).
Thus, when it’s clear a bearing has worn out you simply remove the unit and replace it with a new cartridge.
Using a cartridge means there’s a lot of metal packed into a small space. Heavy! If weight reduction is your goal, breaking the cartridge up into several lighter components is a better way to go. Hence . . .
. . . The Two Independent Cups Solution
A lighter upgrade from the cartridge as a single compact unit removes bottom bracket bearings from inside the BB shell and relocates them outside the shell.

Although the bearings are not as firmly pressed into each cup as the sealed bearings in a cartridge, manufacturers don’t recommend you disassemble or attempt to replace the sealed bearings.
It is possible to service this type of bottom bracket bearing, though, by prising the seal off, then flushing the bearing cages using solvent like kerosene, then injecting grease back into the bearing cage.
The only components inside the shell are the cup’s threads, the spindle and the sleeve (usually plastic although it can be left out) that slots into each cup, sealing it from water and grit that sloshes around in the shell on rainy days.
The next step in the development of these bearings involved installing them directly into the shell (pressfit), thus doing away with cups, BB30 being the first iteration.
The weakness of installing bottom bracket bearings directly is that the tolerances are extremely fine.
If sealed bearings are not exactly fitted to the shell, they will likely move under pedaling stress causing the creaking problem bedeviling many installs from the inception of the BB30 standard which led, of course, to the return of cups in the form of PF30.
The fit is affected by the machined tolerances on the one hand, and the skill of the installer on the other. Errors in either will result in a faulty install and a potentially noisy BB.
BEARING MANUFACTURING
The balls and races used in producing a sealed bearing for a modern bottom bracket bearing assembly are not natively produced in the bicycle industry.
Manufacturers specialize in making the balls and races, machining them to the extremely fine tolerances which results in bearings that exceed cup and cone assemblies
Ball bearing manufacturers produce bearings for the gamut of industries, given that bearings are a key component of almost any machine you can think of.
If you search online you’ll find manufacturers talking about “ball bearing manufacturing” which refers to a complete sealed bearing.
Balls
The balls are part of a completed bearing that consists of the outer race, inner race, and the balls—each is the subject of its own manufacturing process.
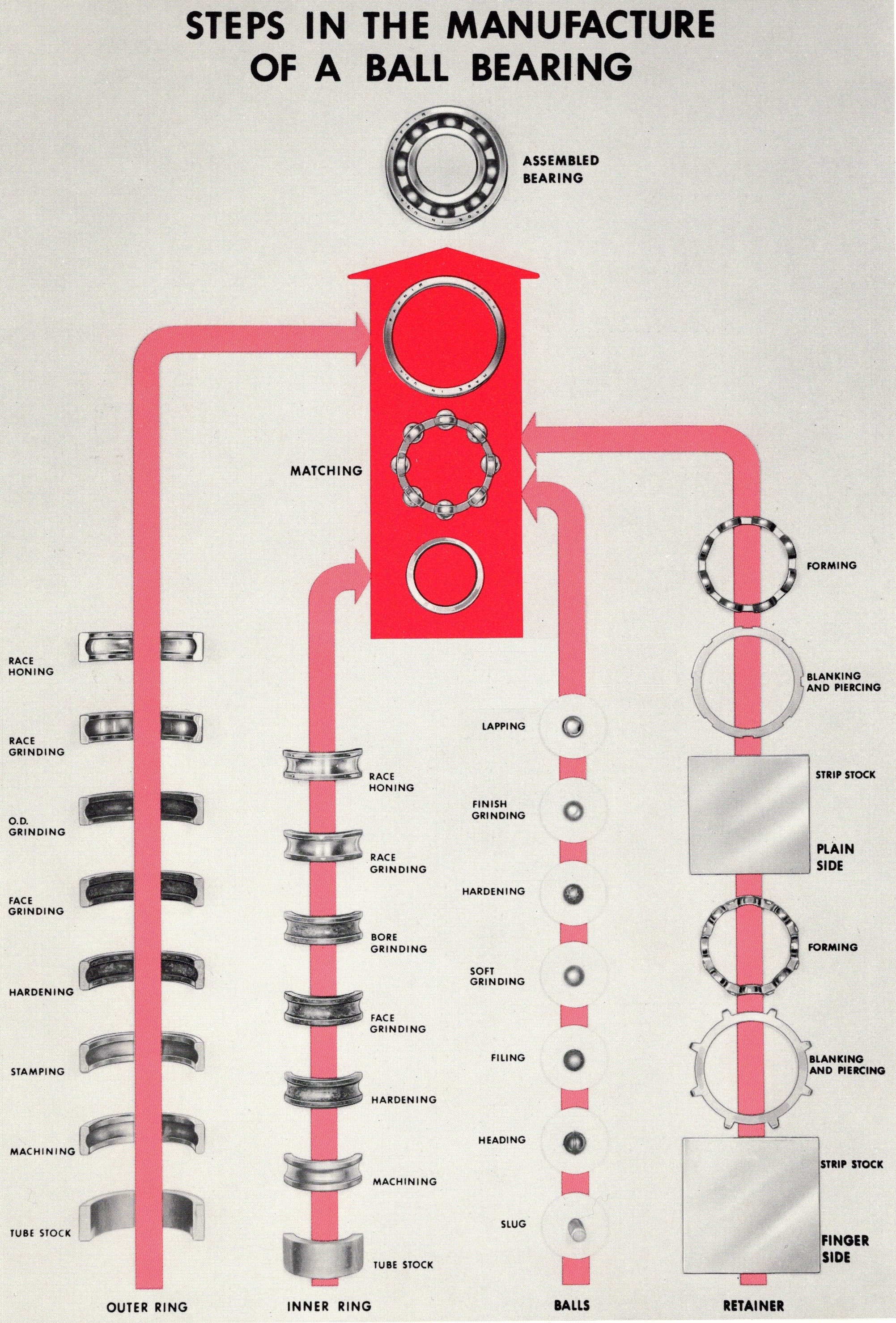
Steel wire is cut into small sections which are pressed into spheres under several tons of pressure several times a second.
Speed is important since many balls are required for each assembled bearing—the faster you go, the more you produce.
The goal is to machine a smooth and perfectly round ball, remembering that “perfect” must be understood in terms of the manufacturing tolerances aimed for.
Ceramic Balls
The material used for standard ball bearings is chrome steel.
Ceramic balls are used in high end since ceramic surfaces can be machined smoother than steel. . . the molecular structure of steel is rough, lots of nooks and crannies compared to ceramic material.
In short, ceramic balls resist fatigue, have a lower friction coefficient and handle higher temperatures better than metals. They are harder and have higher compressive strength . . . and they’re lighter of course, which is a key reason for their use in bottom bracket bearings on bikes.
Ceramic bearings in bicycles are technically hybrid bearings. The balls are ceramic; the races are not.
For a detailed discussions of the pros and cons of these types of bearing, take a close look at CyclingRoad’s comments.
Races
A bearing’s efficiency stems from the fit of the balls to the races.
Yes, the coating of grease on the balls and the race is crucial. But so is a perfect fit between them.
Initial machining is carried out on the inner and outer races using a CNC Bearing Race Grinder.
You can get an idea of what CNC cutting involves in our post on CNC milling.
FINAL WORD
There’s a lot more to say on the subject of bearing manufacturing, although most of it is not relevant to the average bicycle user.
Sealed bearing manufacturing has been around for a while now; the processes are mature; the products solid and reliable generally speaking.
The job for us in bike component manufacturing is to evaluate all aspects of bearing design, materials, and manufacturing processes when choosing a sealed bearing supplier.
By taking care at the beginning in vetting suppliers we know the bearings they produce for us will perform as expected across the range of bottom brackets where they’ll be used.